What Is Centrifugal Casting?
Centrifugal castings are the process of casting in which centrifugal force is used for the casting process. It is also called roto casting.
Before knowing about centrifugal casting, you should know what the centrifugal force is: Centrifugal force is the forces that are felt by an object moving in a curved path and are radially directed outward.
Centrifugal casting was invented in the year 1852 by Alfred Krupp. He used it to manufacture railway wheels. High-quality products can be made using this casting technique by proper control of the metal and crystal structure.
These casting techniques are mainly used to produce rotationally symmetric products. The products obtained by this process is not the final product; it requires some machining to provide a good finishing.
This technique is a cost-effective technique for manufacturing complex shapes. In this technique, the use of the machining process is minimized. This technique has a much lower manufacturing cost than other processes such as forging.
In this process, the outer diameters of the component are determined by the internal dimension of the mold, and the internal diameter of the component is determined by the amount of metal inside the mold.
Vacuum Centrifugal Casting:- It is an advanced type of centrifugal casting. In this type of centrifugal casting, metal casting is done in a vacuum.
This type of centrifugal castings was introduced because some alloys, such as nickel-cobalt superalloy, are reactive to oxygen, so these metals must be cast in the absence of oxygen, and therefore vacuum centrifugal casting to cast these types of alloys Is used.
The products produced by vacuum centrifugal castings are very reliable. This process is often used in aerospace & military applications.
Material cast using centrifugal casting:- Centrifugal castings are mainly used for casting materials such as glass, iron, steel, stainless, steel, alloy aluminium, copper, and nickel.
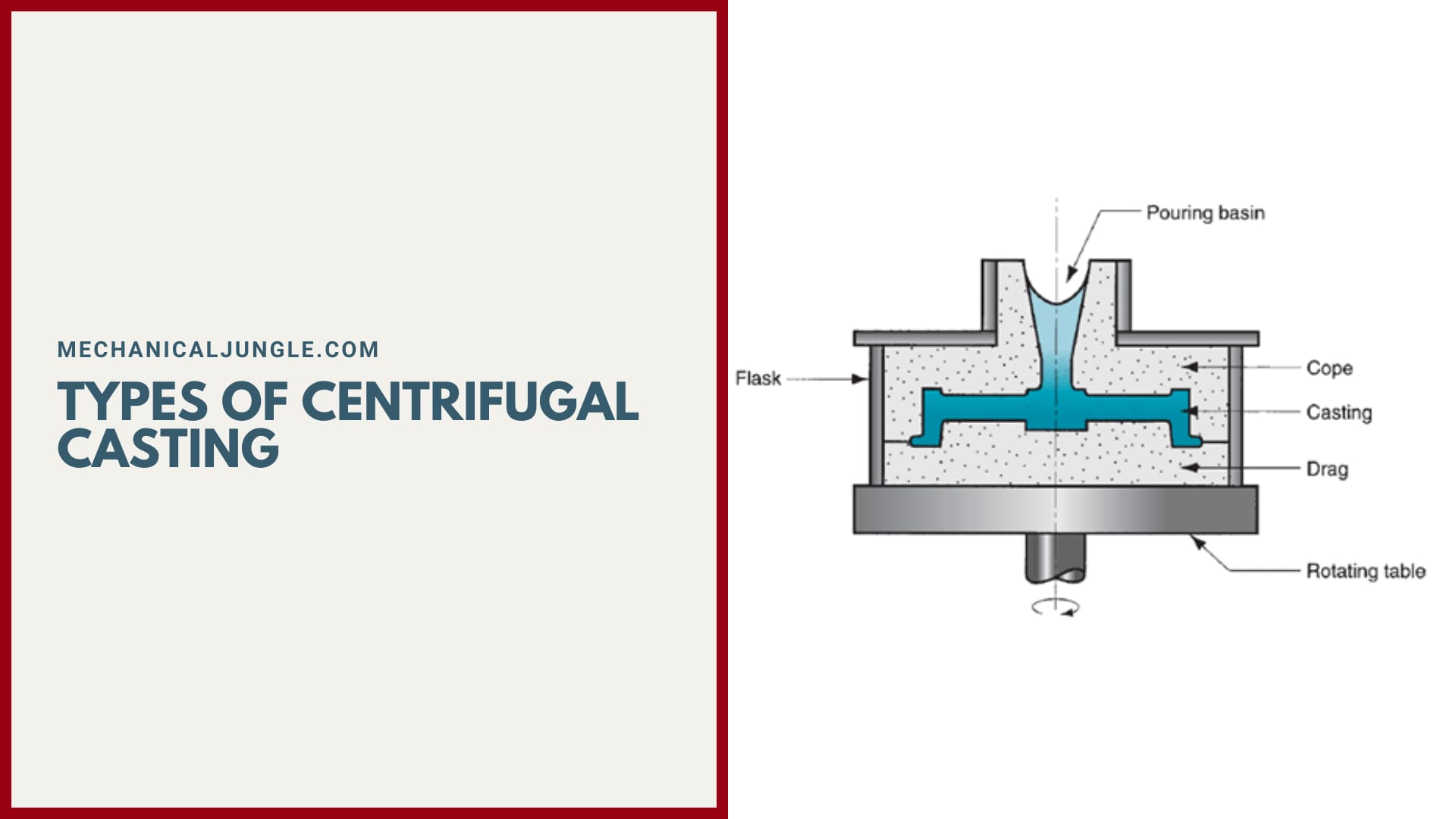
Types of Centrifugal Casting:
There are two types of centrifugal castings processes – vertical & horizontal. In addition, some manufacturers offer near-net shaping that combines the benefits of centrifugal casting with shaping O.D, perhaps even with the finished details of an investment casting.
There are mainly two types of centrifugal castings:
- Vertical Centrifugal Casting.
- Horizontal Centrifugal Casting.
#1. Vertical Centrifugal Casting
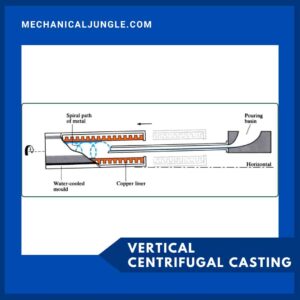
Some manufacturers produce centrifugal components, with some shaping the OD, die rotating about the vertical axis. This vertical casting that O.D. Shaping by pouring graphite, sand, or ceramic molds into the die – resulting in significantly less post-processing like machining or fabrication.
The details on the outer surface of the casting can be modified from the actual circular shape by introducing molds or the inner diameter of the boss mold. The finished part does not need to be symmetrical but, in some cases, does the casting to maintain balance when spinning the mold.
The inside diameter and, therefore, the thickness of the casting wall is the amount of metal poured into the rotating mold and the function of the machine being removed. When casting verticals, the height of the casting will usually be less than twice the width.
#2. Horizontal Centrifugal Casting
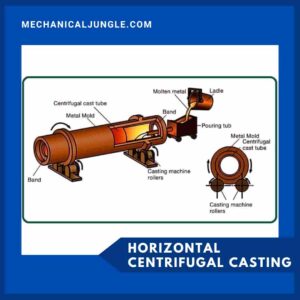
Some centrifugal castors only produce horizontal castings where the die rotates about the horizontal axis. It is a cost-effective method for producing high-quality tubular components.
This process is particularly suited for long cylindrical parts where the length of the casting is much longer than its outer diameter.
This includes a straight tube section, long cylinders with end flanges, or short sections such as rings or flanges, where several parts can be effectively fabricated with a straight cylinder.
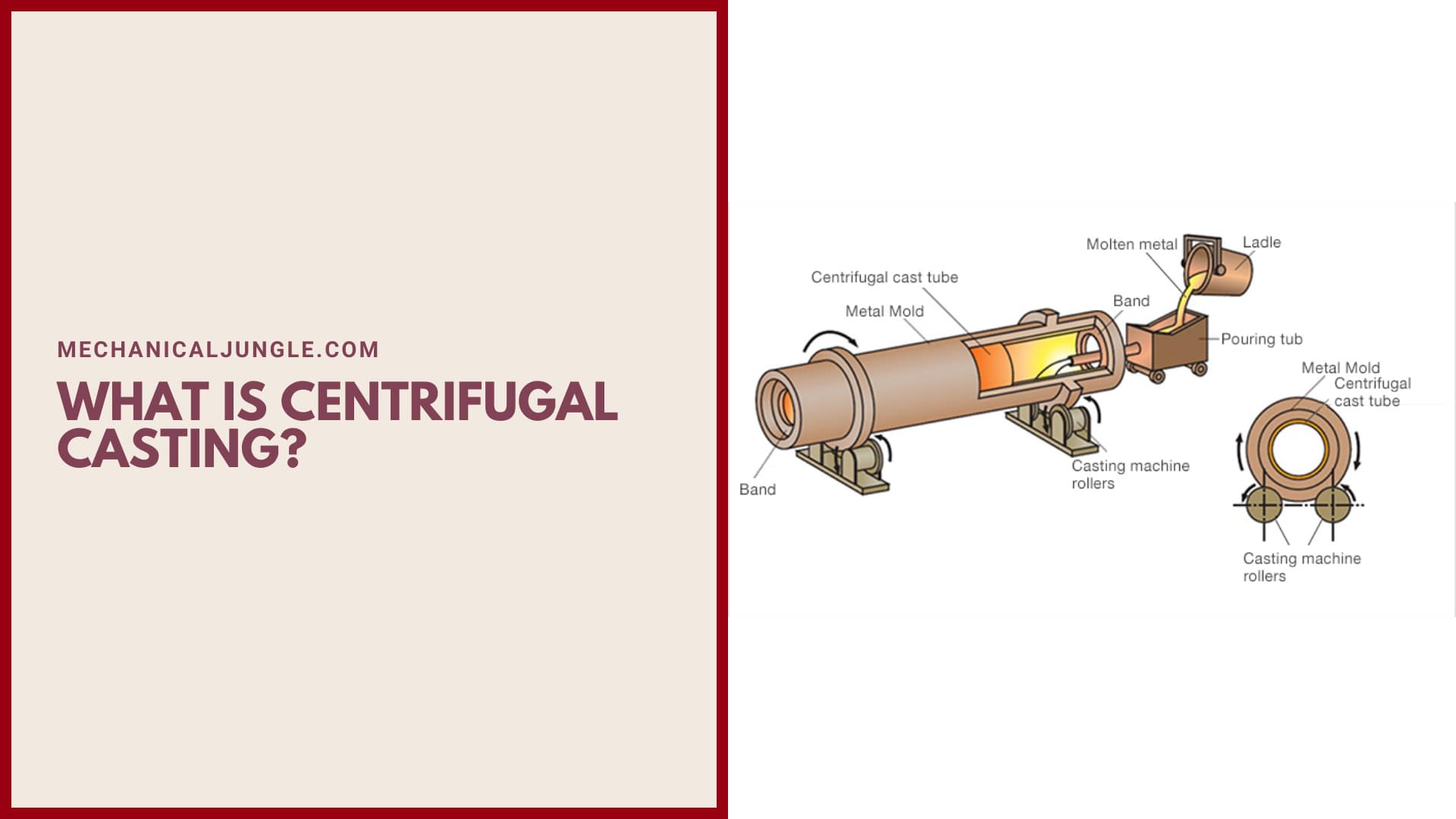
A tall steel casting mold rotates at high speed when positioned horizontally. The rotational speeds of the mold are high to offset the gravitational forces. The covers at each end of the mold are of molten metal, and a funnel is used to deliver a set weight of metal inside the mold.
Horizontal centrifugal castings are preferred for long cylinders, & vertical centrifugal casting is preferred for producing rings and bearings.
Working of Centrifugal Casting:
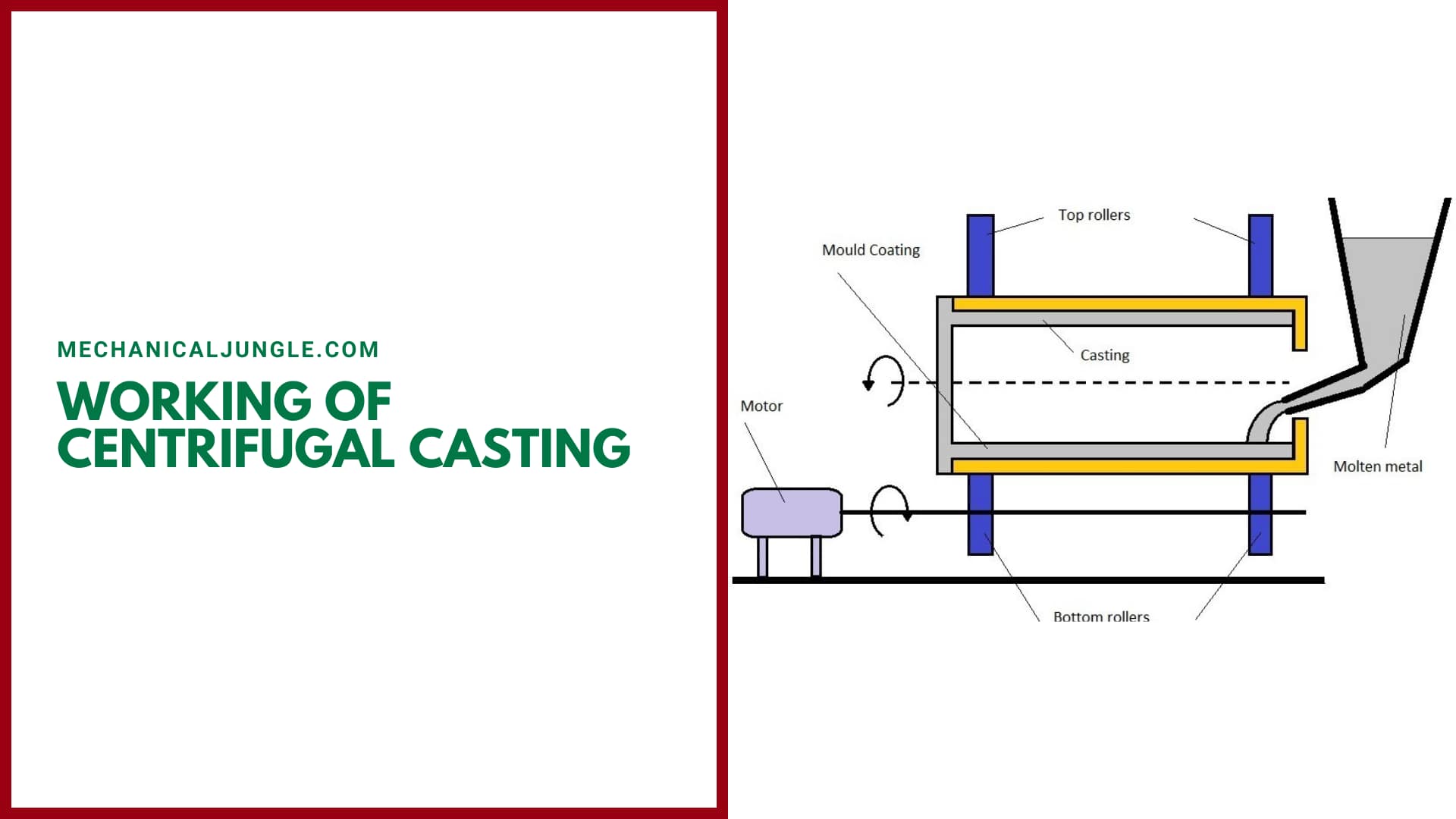
In this casting method, high-speed rotation of the permanent mold is performed, and the molten metal is poured together.
When the molten metals are inserted into the pre-rotating mold, the molten metal expands inside the mold wall due to the centrifugal force created by the rotation. The pressure created by centrifugal forces is about 100 times the force of gravity.
The mold cavity rotates about its axis at speeds of 300 to 3000 RPM. As the mold begins to fill, more dense metal spines move towards the mold wall. After some time, the molten metal freezes freezing.
The molten metal freezes in a particular direction from the outer diameter towards the inner diameter. Directional solidification avoids mid-wall shrinkage and results in a defect-free structure without cavities or gas pockets.
After rotation, the mold is taken out of the rotating rollers. The mold is allowed to cool evenly and slowly so that the metal does not get blistering and rendering.
In this process, the impurity present in the molds moves towards the inner diameter & can be easily removed after casting by machining processes.
Due to controlled freezing and secondary refining, high-quality components can be produced using this casting process. Parts produced using centrifugal casting have a fine-grained microstructure that can easily resist atmospheric corrosion.
Steps of Centrifugal Casting:
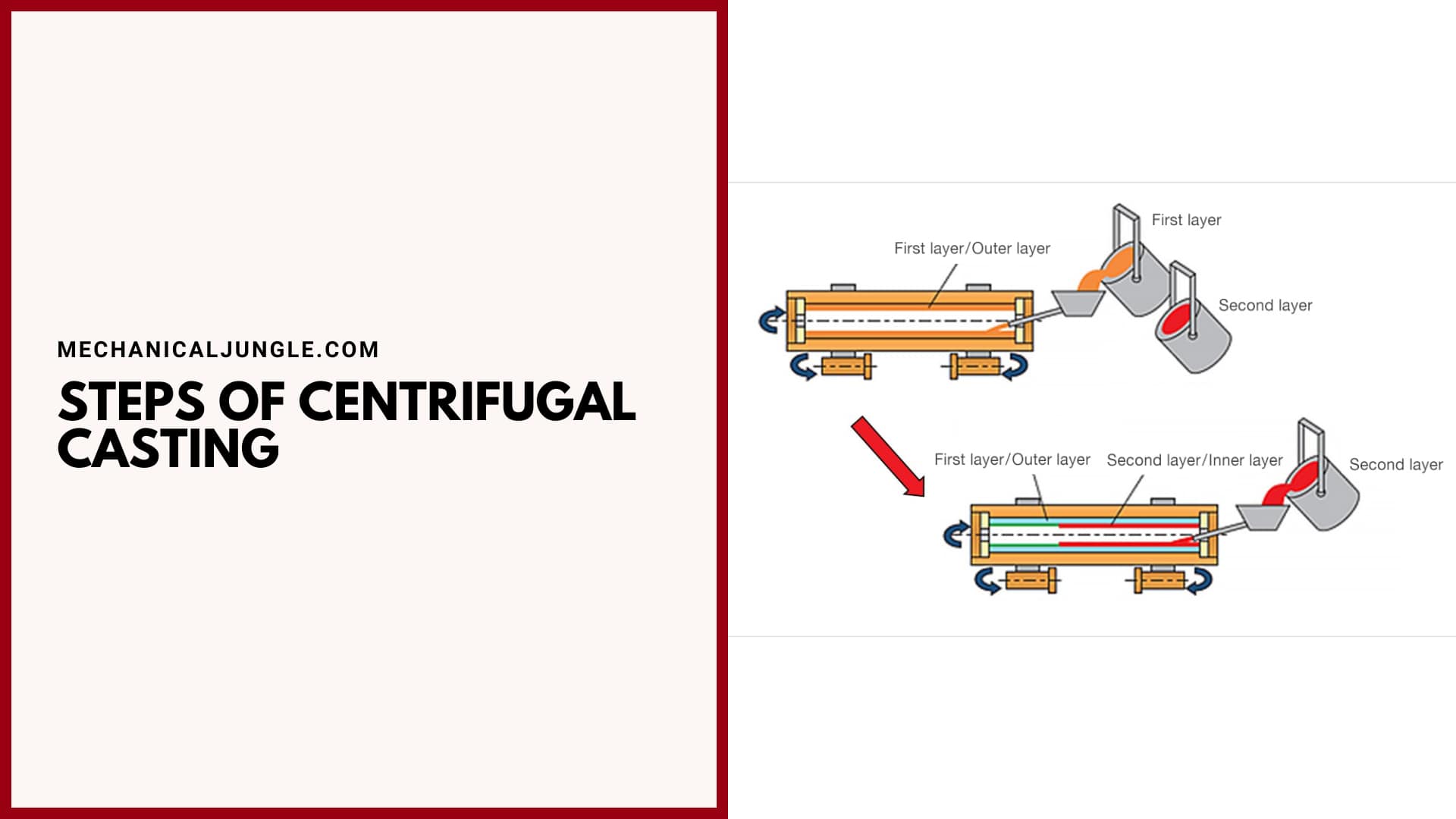
#1. Mold Preparation
First, the mold is prepared before pourings the molten metal. The cylindrical mold walls are coated with refractory ceramic coating, which includes steps such as application, rotation, drying, & baking of refractory ceramic coating.
#2. Pouring
After preparation of the mold, the molten metals are poured directly into the rotating mold without the use of runners or gating systems. High-speed rotation of the permanent mold is performed, and the molten metal is poured together.
When the molten metals are inserted into the pre-rotating mold, the molten metal expands inside the mold wall due to the centrifugal force created by the rotation. The pressure creates by the centrifugal force is about 100 times the force of gravity.
The mold cavity rotates about its axis at speeds of 300 to 3000 RPM. As the mold begins to fill, more dense metal spines move towards the mold wall. As the mold begins to fill, more dense metal spines move towards the mold wall.
Less dense metals and impurities present in the mold move towards the inner diameter. Therefore, the impurity can be easily removed after castings by machining processes.
#3. Cooling
While the mold rotates, the molten metals cool slowly. The mold is allowed to cool evenly and slowly so that the metal does not get blistering and rendering.
Coolings are directed from the mold walls towards the inner diameter of the molten metals. This means that molten metal quickly cools near the mold wall.
Directional solidification avoids mid-wall shrinkage and results in a defect-free structure without cavities or gas pockets. Due to controlled freezing and secondary refining, high-quality components can be produced using this casting process.
#4. Casting Removal
After the molten metal cools and freezes completely, the mold is removed from the roller, and the rocker is stopped. Now the casting has been removed from the mold.
#5. Finishing
When a metal cast is obtained after centrifugal casting, the product is mechanized to provide refinement. Finishing is done by machinings, grinding, or sand-blasting the inner diameter of the product to remove impurities and smooth the inner and outer surface.
Parts Used in Centrifugal Casting:
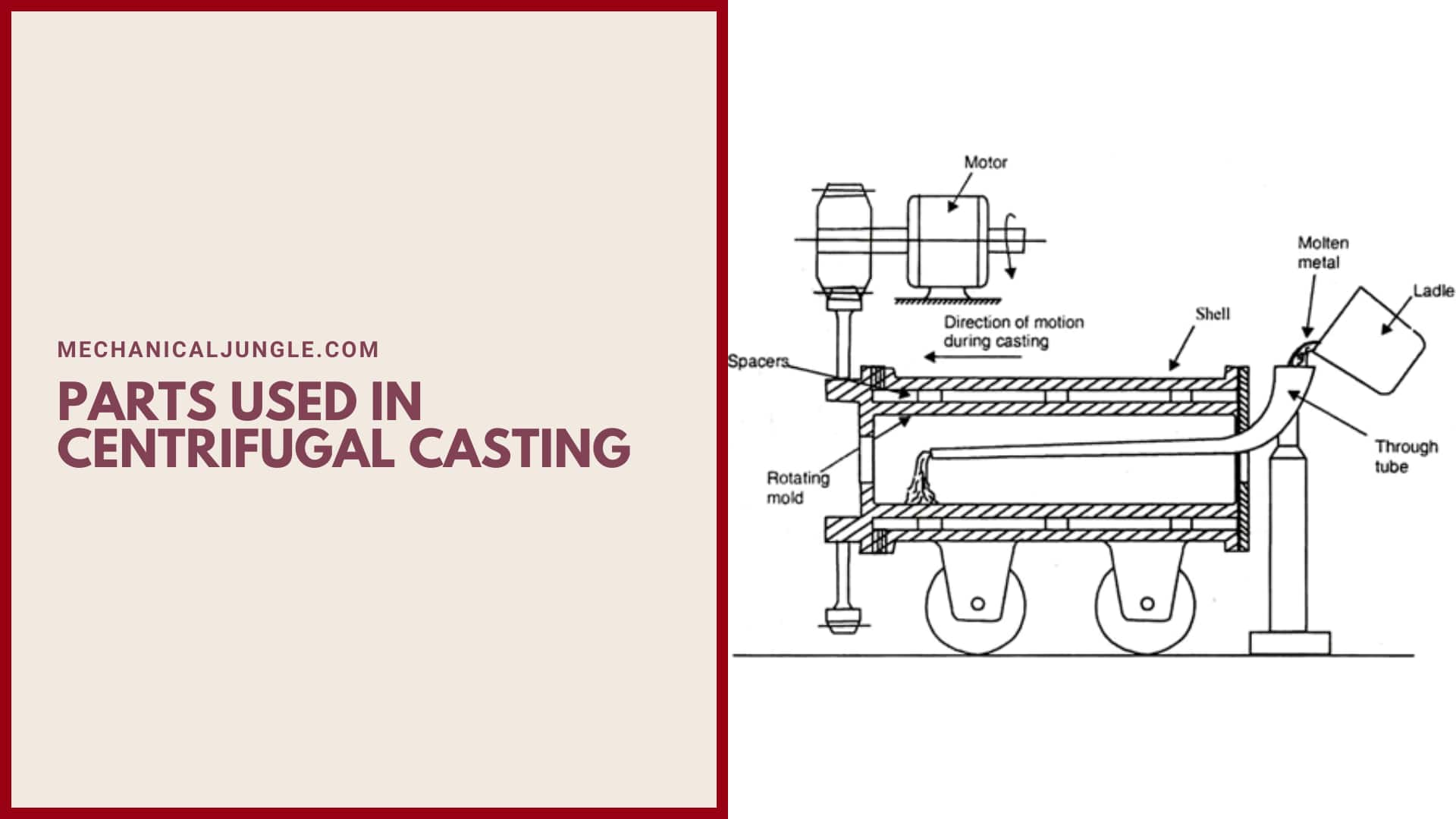
#1. Ladle
Laddus are used to pour molten metal into the pouring basin.
#2. Pouring Basin
The pouring basins are used to pour the molten metal into the mold. The molten metals are poured into the basin using a ladle.
#3. Rollers
There are four rollers, two at the bottom and two at the top. The bottom rollers are attached to the motor and rotate with it, while the two rollers at the top provide support to the mold while rotating.
#4. Motor
The motor is used to provide rotational motion to the two lower rollers, which in turn rotates the mold.
#5. Mold
Mold is used to hold molten metal and rotate at high speeds. The molds rotate continuously about their axis at high speeds. The molten metals are poured into the mold using an inset basin.
Advantages of Centrifugal Casting:
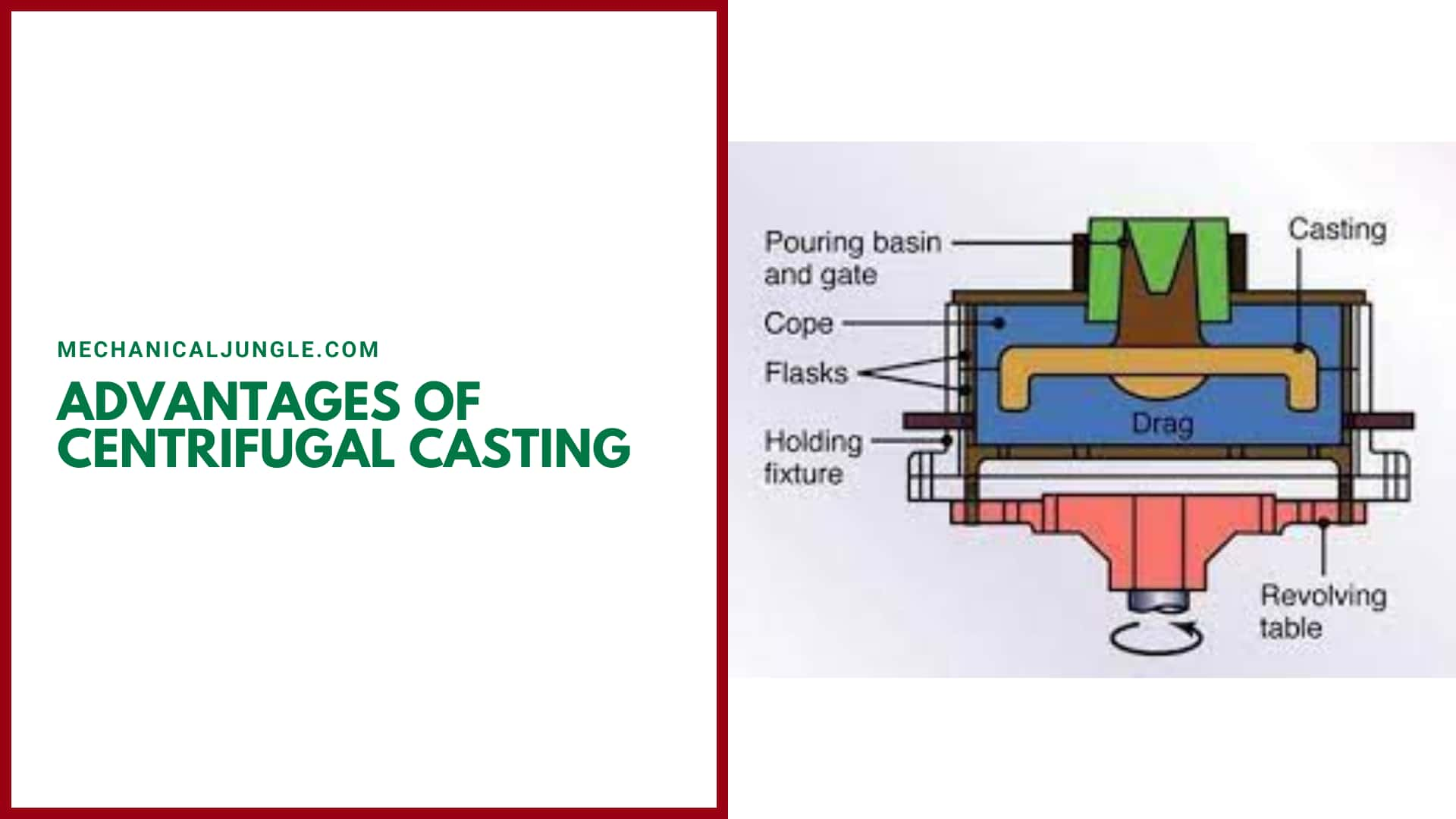
Here, the different Advantages of centrifugal casting are as follows:
- Thin-walled cylinders can be easily inserted using this technique, which is very difficult to insert by other techniques or processes.
- It can be used to produce products in which grain, flow, & balance are important for the durability of finished products.
- This process can produce complex geometrical components at a low cost.
- Parts produced using centrifugal casting have a fine-grained microstructure that can easily resist atmospheric corrosion.
- Parts produced using centrifugal casting have a fine-grained microstructure that can easily resist atmospheric corrosion.
- This casting technique ensures the purity of the final product as all impurities move towards the inner diameter & can be easily removed by casting.
Disadvantages of Centrifugal Casting:
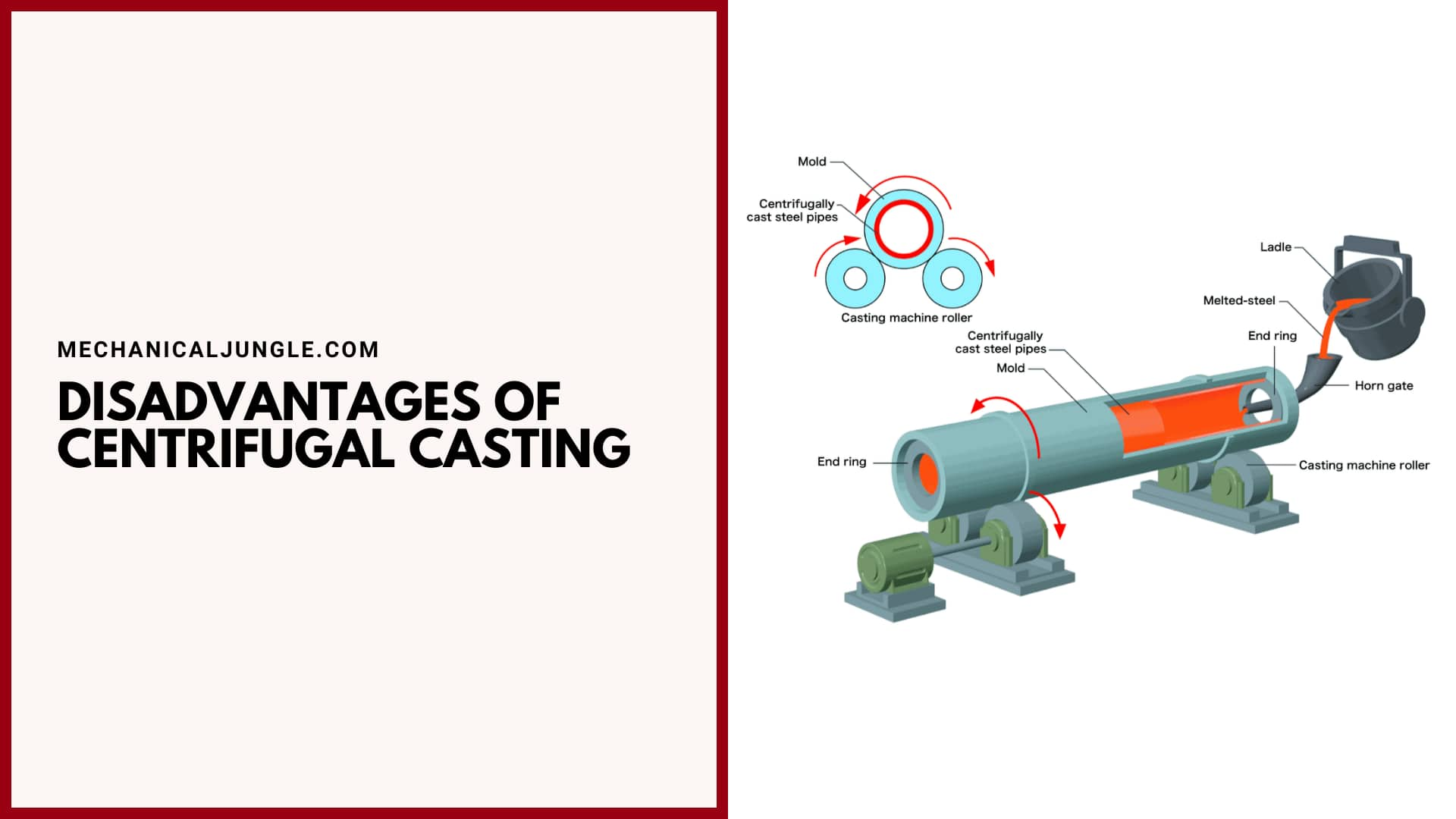
Here, the different Disadvantages of Centrifugal Casting are as follows:
- When producing products with small inner diameters, this technique becomes ineffective as it becomes difficult to remove impurities at the inner diameter.
- Centrifugal casting is only good for making cylindrical shapes. For shapes other than cylindrical shapes, there’s a loss in structural and purity gains. Producing shapes other than cylindrical shapes require more machining and makes the process more expensive.
- The size that can be generated using this technique is limited for the following reasons:
- During centrifugal casting, the parabola is formed below, which increases the machining time. To avoid parabola at the bottom, the ratio of diameter to height is 2: 1. This limits the sizes that can be produced using centrifugal castings.
Applications of Centrifugal Casting:
Here, the different Applications of centrifugal casting are as follows:
- Hollow cylindrical metal pipes were inserted into it.
- It is also used to make flywheels, cylinder liners.
- It is used to make parts that are axial in shape.
- It is also used to insert the sleeve valve of a piston engine.
- It is used to manufacture railway carriage wheels.
FAQ: Centrifugal Casting
What Is Centrifugal Casting?
Centrifugal casting is a process where centrifugal force is used to produce castings. This technique, also known as roto casting, involves rotating a mold at high speed while pouring molten metal, resulting in a dense, high-quality casting.
Who Invented Centrifugal Casting and When?
Centrifugal casting was invented by Alfred Krupp in 1852. He initially used this method to manufacture railway wheels.
What Materials Can Be Cast Using Centrifugal Casting?
Materials commonly cast using centrifugal casting include glass, iron, steel, stainless steel, alloy aluminum, copper, and nickel.
What Are the Main Types of Centrifugal Casting?
The main types of centrifugal casting are vertical centrifugal casting and horizontal centrifugal casting. Each type is suited to different shapes and sizes of castings.
How Does Vertical Centrifugal Casting Differ from Horizontal Centrifugal Casting?
Vertical centrifugal casting involves rotating the mold around a vertical axis and is typically used for shorter, symmetrical parts like rings and bearings. Horizontal centrifugal casting rotates the mold around a horizontal axis and is ideal for long cylindrical parts like pipes and tubes.
What Is Vacuum Centrifugal Casting?
Vacuum centrifugal casting is an advanced form of centrifugal casting performed in a vacuum to prevent oxidation of reactive metals like nickel-cobalt superalloys. This technique is often used in aerospace and military applications.
How Does Centrifugal Casting Work?
In centrifugal casting, a high-speed rotating mold is filled with molten metal. Centrifugal force pushes the metal towards the mold walls, where it solidifies. This process helps in achieving a dense and uniform structure, free from impurities.
What Are the Steps Involved in the Centrifugal Casting Process?
The steps involved are:
- Mold Preparation: Coating the mold walls with refractory ceramic.
- Pouring: Pouring molten metal into the rotating mold.
- Cooling: Allowing the molten metal to cool and solidify.
- Casting Removal: Removing the solidified casting from the mold.
- Finishing: Machining, grinding, or sand-blasting the casting to remove impurities and smooth surfaces.
What Are the Advantages of Centrifugal Casting?
Advantages include the ability to produce thin-walled cylinders, create components with fine-grained microstructures resistant to corrosion, and manufacture complex shapes at a low cost. This process also ensures the purity of the final product as impurities are pushed to the inner diameter and can be easily removed.
What Are the Disadvantages of Centrifugal Casting?
Disadvantages include difficulty in removing impurities from products with small inner diameters, limitations to producing mainly cylindrical shapes, and size constraints due to the ratio of diameter to height in the mold.
What Are Some Common Applications of Centrifugal Casting?
Centrifugal casting is used to produce hollow cylindrical metal pipes, flywheels, cylinder liners, axial-shaped parts, sleeve valves of piston engines, and railway carriage wheels.
What Is Directional Solidification in Centrifugal Casting?
Directional solidification is the process where the molten metal solidifies from the outer diameter towards the inner diameter, preventing mid-wall shrinkage and resulting in a defect-free structure without cavities or gas pockets.