Scraped Surface Heat Exchanger:
The thermal resistance due to the laminar sublayers are discussed elsewhere in this encyclopedia see Boundary Layer Heat Transfer.
Due to the attendant drag force associated with the flow of the viscous liquid, the viscous sublayer is typically thick enough or, in many instances, turbulent conditions cannot be achieved in the core liquid without intolerable pressure loss and high pumping costs.
One way to overcome the problem is, physically, to remove the fluid layers on the heat transfer surface and mix them with the bulk fluid in the heats exchangers. In this way, if the fluids are being heaters, heat is delivered directly from the wall to the bulk liquid.
The technique is particularly attractive for heat-sensitive liquids, e.g., Food or pharmaceutical products, due to the low interface temperature between the liquid and the heat transfer surface for a given overall temperature driving force.
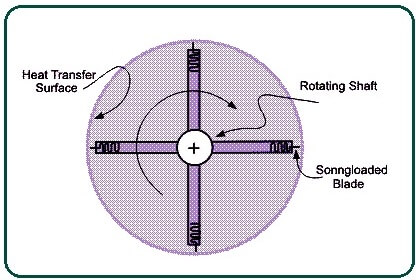
In a scraped surface heat exchanger, spring-loaded rotating blades scrape the surface & effectively remove liquid from it.
Alternatively, the blades move against the heat transfers surfaces under the influences of rotational forces.
At the same time as the liquid layers are removed, any contaminants deposited on the surface are also removed, thus ensuring that contamination of the process liquid is minimized, which can be important where flavor and texture are important—product properties. illustrates the principle of the scrap surface heat exchanger.
The Numbers of scrapers blades shown are fours, but the number of blades can be any, although the capital cost increases as the number of blades increases.
In addition, a large number of blades is not necessary because the internal time between successive scrapes is relatively short; that is, the residence time of the liquid particles on the surface is short.
Choices of the numbers of blades are empirically based compromises between capital cost, acceptable speed of rotation, and fluid viscosity.
Due to the rotating parts, the maintenance fee can be relatively high. Although often classified with scraped surfaces heat exchangers, some exchangers have blades that do not actually touch the surface they pass but move in close proximity to it.
Such designs may be called “wiped surface” heat exchangers and may be preferred where surface or blade wear cannot be tolerated from a mechanical standpoint or due to contamination effects.
Scraped surfaces heat exchangers can either run full of liquids, or the liquid can enter the exchanger as a peripheral stream.
The former can be mounted either vertically or horizontally, but it is common for the latter, though not exclusively, to be mounted vertically so that the liquid flows downward under the action of gravity.
Where evaporation is taking place, for example, in a concentration process, this is the preferred arrangement; The vapor is being removed under vacuum from the top of the evaporator assembly.
The stay time in the equipment can be significantly reduced; Desirable for processing heat-sensitive liquids. Excited thin-film evaporators, as they are sometimes called, have been discussed by Saldens (1987).
In addition to the advantages already mentioned, these author states that the device is suitable for multi-purpose applications and that evaporation is possible where a solid product is required.
Attempts have been made to correlate heat transfer in scraped surface devices, and these use general dimensionless groups including Nusselt, Prandtl, and Reynolds numbers that are common to many heat transfer correlations, but the so-called “rotary” Reynolds numbers. Let’s also define the number:
![]()
Where d is the diameters of the exchanger’s body, n is the speed of rotations rpm, and are the liquid density & viscosity, respectively. The aspect ratio of the exchanger & the number of blades can also be taken into account in correlation.
In particular, with regard to the complexity of the geometry of the blade assembly and the many interacting factors, the design is usually based on empirically determined parameters derived from experience. Scraped surface heat exchangers are, in general, only used for special applications.
Construction of Scraped Surface Heat Exchanger:
Spring-loaded spinning blades rub the surface & essentially remove the liquid from it in the scrap surface heat exchanger. Alternatively, the rotational forces rotate the blades towards the heat transfer surface.
When the liquids are removed, any contaminated material deposited on the surface is also eliminated, meaning that contamination of the process solvent is kept to a minimum. This can be important when taste and texture are essential product characteristics.
The number of scraper blades is fours, although any number of blades can be used; however, as the number of blades increases & so do the capital costs.
Furthermore, large numbers of blades are not required because the internal time between successive scrapes is comparatively short, i.e., the residence time of the liquid particles on the surfaces is limited.
Numbers of blad is an empirically determined balance between capitals costs, reasonable rotational speed & fluid viscosity.
Maintenance costs may be comparatively high due to rotating pieces. Armstrong Chemtech’s continuous scrap surface heat exchanger is a double pipe element commonly used in cooling crystallization and viscous cooling duties.
Heat transfers occur across the wall of the inner pipe as the coolant flows into the annulus between the outer pipe and the inner pipe containing the process fluid.
An inner pipe can range from 6” NPS to 12” NPS and an outer pipe as large as 16” NPS. A typical commercial installation will consist of several double pipe elements connected in series, each element 20 to 50 feet long.
Armstrong Chemtech continuous scraped surface heat exchangers offer several advantages over other crystallization methods:
- Modular designs provide scalability to accounts for changes in process requirements.
- The exchangers are designed to operate without clogging for extended periods between hot washes.
- The fouling tendencies of some solutions are overcome by the continuous scraping of the heat transfer surface.
- The design is capable of handling higher MTD as compared to shell and tube equipment.
- Operating temperature ranges from -75 °C to +250 °C.
- The weight percentage has been managed up to a solid 65%.
- Can handle process fluids with viscosity over 10,000 cP.
- Near plug flow profile allows easy transition from batch to a continuous process.
- Where vacuum crystallization may seem attractive, scraped surface crystallizers are more cost-effective for larger installations.
- Designs minimize shear stress on delicates crystals but are strong enough to handle hard crystals.
- Simple, self-contained constructions eliminate the need for excessive instrumentations, condensers, vacuums systems, etc.
Dewaxing of Scraped Surface Heat Exchanger:

Armstrong Chemtech Continuous Scraped Surface Heat Exchangers are a preferred technology for dewaxing lubricating oils.
The boiling point range of beeswax is similar to that of bulk lubricating oil, but it has a much higher freezing point, making crystallization a very effective way to separate the two.
Armstrong Chemtech is often involved in process design for dewaxing processes, lending its expertise to issues involving heat transfer, residence time, pressure drop, and coolant selection.
Viscous Liquid Cooling of Scraped Surface Heat Exchanger:

Continuously scraped surface heat exchangers efficiently cool highly viscous liquids. As the fluid cools on the inner pipe wall, the viscosity increases, forming a stable boundary layer & reducing heat transfers.
Scraped surface heat exchangers greatly reduce the thermal resistance on the cold wall by continuously disrupting, lowering the boundary layer of the wall, and exposing the wall to hot fluid.
Pilot Testing of Scraped Surface Heat Exchanger:
Armstrong Chemtech offers a pilot test program to help determine whether crystallization is the best method of separation for a given application. This allows a detailed process evaluation to be done before capital is spent on scaling up the process.
Many pilots, ranging in size from 6″ NPS to 12″ NPS, are available for hire. Some pilasters are all carbon steel, but most have a type 316 stainless steel inner pipe. Engineers at Armstrong Chemtech have helped with dozens of continuously scraped surface crystallizer piloting programs.
This has resulted in a considerable database of experience covering over 300 different compounds. Consulting with Armstrong Chemtech engineers with access to this knowledge base often saves considerable development time and effort.
Information Learned from Piloting
- Heat Transfer Characteristics
- Crystal purity
- Crystal Habit (Shape)
- Crystal size and shape distribution
- Color Pickup
- Customization
- Cooling cycle and residence time
- Separation methods
- Solvent and Recycle Ratio
Principle of Scraped Surface Heat Exchanger:
Scrapped surface heat exchangers may be filled with liquid, or a peripheral stream of liquid may enter the exchanger. The former can be applied vertically or horizontally, but the latter is usually mounted vertically so that gravity causes the liquid to flow downward.
This is the desired arrangement. When evaporation is taking place, as in a concentrating operation, the vapor is removed under a vacuum from the top of the evaporator assembly. The equipment stay time can be greatly reduced, which is beneficial for handling heat-sensitive liquids.
In addition to the stated benefits, the equipment is ideal for multi-purpose applications, and where a solid product is required, evaporation to dryness is possible.
Scraped Surface Heat Exchanger in Food Industry:
The scraped surface heat exchanger is a double pipe component with coolant in the annulus that runs opposite to the process fluid flow. Briefly mentioned earlier, now learn more about scrapped surface heat exchangers in the food industry.
Scrapped surface heat exchangers used in the food and chemical industries can vary greatly in terms of construction material and application. It has been used for decades to replaces inefficient batching operations with more uniform, controllable, and continuous processing.
Cheese sauces, desserts, caramels, deboned beef, pet food, and fruit products are examples of typical applications. Food-grade scraped surface heat exchangers are commonly used in the food industry.
These scraped surface heat exchangers are typically made of stainless steel and are internally polished so that they can be washed and primed for other items that may not leave any residue of the material of production or process fluid. Were processed by surface scraped without first—heat exchangers.
Typical applications for a scraped surfaces heat exchangers in the food industry include ketchup, mayonnaise, hummus, peanut butter, pudding, salad dressing, bread dough, gelatin, baby formula, skin lotion, and shampoo—examples of “sticky goods.”
Egg products, fruit purees, cream cheese, and fishmeal are examples of “heat-sensitive products.” Products that crystallize and process change include coffee/tea extracts, icings and frostings, sugar concentrates, margarine, shortenings, spreads, gelatin broths, lard, fondant, and beer and wine.
Meat, eggs, pet food, jams and preserves, and rice pudding are examples of “particle products.” Caramel, cheese sauce, powdered cheese, gum, gelatin, perfume, and toothpaste are examples of “sticky goods.”
FAQ (Frequently Asked Questions) about Scraped Surface Heat Exchangers
What is a scraped surface heat exchanger (SSHE)?
A scraped surface heat exchanger is a specialized type of heat exchanger designed to handle viscous, sticky, or heat-sensitive fluids. It uses rotating blades or scrapers to continuously remove product from the heat transfer surface, enhancing heat transfer efficiency and minimizing fouling.
How do scraped surface heat exchangers work?
These exchangers employ rotating blades that scrape the heat transfer surface, preventing build-up and ensuring efficient heat transfer by maintaining a turbulent flow regime near the surface. This design is crucial for processing substances like food products and pharmaceuticals.
What are the advantages of using scraped surface heat exchangers?
Scraped surface heat exchangers offer several advantages:
-
- Effective handling of high-viscosity fluids.
- Minimization of fouling and product contamination.
- Capability to handle heat-sensitive materials due to low interface temperatures.
- Continuous operation suitable for various applications, including crystallization and concentration processes.
In which industries are scraped surface heat exchangers commonly used?
These heat exchangers find applications in industries such as:
-
- Food processing (e.g., sauces, dairy products, confectionery).
- Pharmaceutical manufacturing (e.g., drug formulations).
- Chemical processing (e.g., polymers, specialty chemicals).
- Cosmetics and personal care products (e.g., lotions, creams).
- Petrochemicals (e.g., waxes, lubricants).
What factors should be considered when selecting a scraped surface heat exchanger?
Factors include:
-
- Fluid viscosity and thermal characteristics.
- Operating temperature and pressure requirements.
- Cleaning and maintenance considerations.
- Capital and operating costs.
- Product handling requirements (e.g., shear sensitivity).
How does maintenance of scraped surface heat exchangers compare to other types?
Maintenance can be relatively high due to the rotating parts and the need for periodic cleaning to prevent fouling. However, advancements in design have minimized downtime and enhanced reliability.
What are some typical products processed using scraped surface heat exchangers?
Examples include:
-
- Dairy products (e.g., cheese sauces, yogurt).
- Confectionery (e.g., caramel, chocolate).
- Pharmaceuticals (e.g., ointments, creams).
- Cosmetics (e.g., lotions, shampoos).
- Specialty chemicals (e.g., adhesives, polymers).
Can scraped surface heat exchangers handle particulate matter or solids?
Yes, these exchangers are capable of handling products with particulates, such as fruit purees or meat processing fluids. The design ensures efficient heat transfer without damaging solids or altering product characteristics.
What are the design considerations for scaling up scraped surface heat exchangers?
Scaling considerations include:
-
- Modular design options for scalability.
- Integration with existing process equipment.
- Thermal and hydraulic performance at larger scales.
- Regulatory compliance and safety standards.
How does the operation of scraped surface heat exchangers contribute to sustainability?
By reducing fouling and enhancing heat transfer efficiency, scraped surface heat exchangers contribute to energy savings and operational efficiency, aligning with sustainable manufacturing practices.