
What Is a Broaching Tool?

Build precision machining components with a high-quality broach tool. Coaching tools come in a range of styles and applications to provide innovative machining solutions.
Most brokerage tools use a multi-tooth design to make gradual cuts at high speeds. Learns more about the different types of broaching available and how you can use them to create custom parts.
Broaching is a process in which the toothed tool is used to remove material from the workpiece and cut a predetermined shape. This jagged tool is known as Broach. The broaching process is used to clean any pre-existing holes or to increase their diameter. It can also be used to cut slots, key-cutting, etc.
Most commonly, circular shapes are obtained by brokers. This spherical shape can be internal or external. The price per piece of broking is very low because of its high production and short cycles. The quality of the final product in coaching is often better than other joint cutting processes.
The broaching process is best for extracting material from a high-volume workpiece. The full cycle of brokerage is about 20 seconds with high productivity and great quality.
The Broaching process is mainly divided into two processes:-
- Linear Broaching.
- Rotary Broaching.
#1. Linear Broaching
In this type of Broaching, the broaches are run linearly against the surface of the workpieces to affect the cut. Linear broaches are used in broaching machines.
#2. Rotary Broaching
In this type of Broaching, the broaches are rotated and pressed into the workpiece to cut an axial shape. A rotary brooch is typically used in a lathe or screw machine. In both linear and rotary broking processes, the cut is made in only one pass, which makes it very efficient.
Internal and External Broaching:
Broaching can also be divided based on the location of the bite on the workpiece. Broaching is divided into two types based on cutting location: –
- Internal Broaching.
- External Broaching.
#1. Internal Broaching
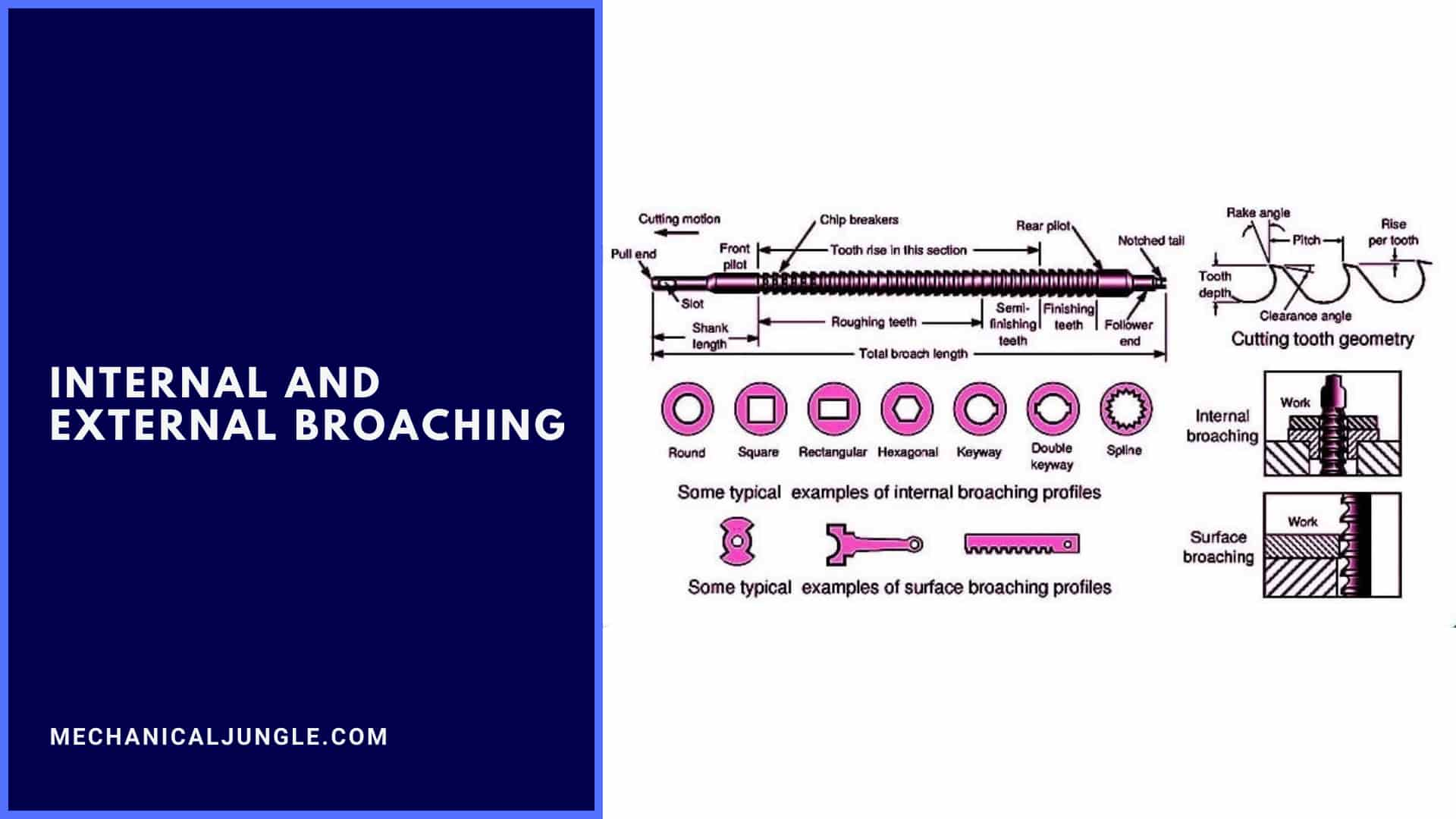
In internal Broaching, the materials are removed from the inner surface of the workpiece. It is also known as hole broaching. For broking internally, a pre-existing hole must be made. It is mainly used to enlarge a hole or shape it. Internal broking also provides good finishing.
In internal training, the brokerage device has teeth that become progressively larger. Internal Broaching machine is automated, often CNC operated, and capable of making a hole in metal parts and products.
Two types of broach tools can be used in internal training: –
- Pull Type Broach Tool.
- Push-Type Broach Tool.
#a. Pull Type Broach Tool:-
The pull-type brooch tool is usually long in length as it is pulled and causes tension when pulling. It has a longer life than push-type broaching. It has a large number of teeth & provides a long cut.
#b. Push-Type Broach Tool:-
The push-type broach tool is shorter in length than the pull-type broaching tool because it experiences compressive forces when pushing.
It has fewer teeth than a pull-type brooch tool because it is more likely to bend and break as compressive forces are applied to it. This provides a lower cut than the bridge type of bros.
#2. External Broaching
In external broaching, the material is removed from the outer surface of the workpiece. It is also called surface broaches. It is used to remove materials from the tool surface, cut keyways and make slots. The teeth of the external broach tools also grow progressively.
Parts of Pull-Type Broach Tool:
#1. Pull End
This pull is the handle of the brooch tool that is used when pulling the broach tool.
#2. Neck
The neck connects the end of the bridge to the root diameter.
#3. Shank
The part from the bridge end to the root diameter is a leg that is held and pulled inside the machine. The tool length from the pull end to the root diameter is known as the shank length.
#4. Teeth
The tooth is placed in a pull-type brooch tool after the leg. The size of teeth progressively increases from beginning to end. The teeth are divided into three parts in the bridge broach tool. these:-
#a. Cutting Teeth:-
The portion of the teeth near the leg is called the bite of the teeth. These teeth are also known as rough teeth. The size of two successive teeth varies to a great extent. The difference between their sizes is large.
The cutting teeth will provide maximum reductions in the workpiece and remove the maximum material from the workpiece compared to other parts of the teeth.
#b. Semi-Finishing Teeth:-
After cutting teeth, there are semi-finishing teeth. In semi-fining teeth, the difference between the sizes of the two teeth is large but less than in the bite of the teeth.
Semi-finite teeth are used for semi-finishing. These teeth extract much less material from the workpiece than semi-finishing teeth.
#c. Finishing Teeth:-
The last part of the teeth after the semi-finishing teeth is known as the finishing teeth. The size of these finishing teeth does not vary, i.e., all finishing teeth are approximately the same size.
Finishing teeth will give finishing to the cuts produced by cutting and semi-finishing teeth. Therefore these teeth are known as teeth finishing.
#5. Rear Pilot
After refinement of the teeth, the rear pilot pull type is present in the brooch tool. It is used to balance the broaches tool & keep it in alignment.
#6. Follower end and Retriever
They are present at the end of the bridge-type broach tool. They are both instrumental elements of the instrument and support the instrument.
Nomenclature of External Broach:

Land:- Land is present in the bottom of the teeth, and it provides support to the cutting edge.
Rake:- Rake is provided in each tooth of the external broaching tool—the chip from the workpiece after the cuttings process flow through this rake.
Clearance Angle:- Clearance Angle is the angle of the land or bottom part of the tool with the horizontal axis. It prevents friction between the teeth & workpiece, and only the cutting edge of teeth is in contact with the workpieces during the cutting process.
Depth:- The height of each of the teeth is known as depth.
Pitch:- The distance between the cutting edges of any two teeth is known as pitch.
Gullet radius:- This radial space is present between two teeth through which the chip flow and goes outside after getting curled.
FAQ: Broaching Tools
What Is a Broaching Tool?
A broaching tool is a specialized cutting tool used to remove material from a workpiece to create precise shapes and dimensions. It operates using a multi-tooth design that makes gradual cuts to achieve the desired result, such as enlarging holes, cutting slots, or shaping surfaces.
What Are the Main Types of Broaching Processes?
Broaching processes are primarily divided into two types:
- Linear Broaching: The broach moves linearly against the workpiece to make the cut. It is commonly used in broaching machines.
- Rotary Broaching: The broach rotates and is pressed into the workpiece to cut axial shapes. It is typically used in lathes or screw machines.
What Are the Differences Between Internal and External Broaching?
- Internal Broaching: This process removes material from the inner surface of a workpiece, usually to enlarge or shape a pre-existing hole. It is also known as hole broaching.
- External Broaching: This process removes material from the outer surface of a workpiece to cut keyways, make slots, or shape surfaces. It is also called surface broaching.
What Are Pull-Type and Push-Type Broach Tools?
- Pull-Type Broach Tool: These tools are longer and pulled through the workpiece. They have a larger number of teeth and are known for their longer lifespan and ability to handle tension.
- Push-Type Broach Tool: These tools are shorter and pushed through the workpiece. They have fewer teeth and are designed to handle compressive forces, making them more prone to bending and breaking.
What Are the Key Components of a Pull-Type Broach Tool?
Key components include:
- Pull End: The handle used to pull the broach tool.
- Neck: Connects the pull end to the root diameter.
- Shank: The portion held and pulled inside the machine.
- Teeth: Divided into cutting teeth, semi-finishing teeth, and finishing teeth, each serving a specific purpose in the cutting process.
- Rear Pilot: Balances and aligns the broach tool.
- Follower End and Retriever: Support the broach tool at its end.
What Is the Difference Between Cutting Teeth, Semi-Finishing Teeth, and Finishing Teeth?
- Cutting Teeth: These teeth are used for the initial, rough removal of material and have a significant size difference between successive teeth.
- Semi-Finishing Teeth: Used for intermediate material removal with less size difference between successive teeth compared to cutting teeth.
- Finishing Teeth: Provide the final finish with teeth of uniform size for a smooth and precise cut.
What Are the Key Terms Related to External Broaching?
- Land: The bottom part of the teeth that supports the cutting edge.
- Rake: The angle on each tooth that directs chips away from the cutting edge.
- Clearance Angle: The angle of the land with the horizontal axis, reducing friction between the teeth and the workpiece.
- Depth: The height of each tooth.
- Pitch: The distance between cutting edges of consecutive teeth.
- Gullet Radius: The radial space between teeth where chips flow out.
What Are the Advantages of Using Broaching Tools?
Broaching tools offer high precision, efficiency, and quality in machining processes. They can produce complex shapes with minimal setup time and achieve tight tolerances in a single pass.